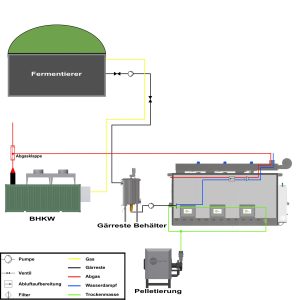
Effiziente Gärrestetrocknung durch Abgastrocknung – maximale Energieausnutzung Ihres BHKW
Unsere innovative Abgastrocknung bietet eine hochwirksame Lösung für die effiziente Gärrestetrocknung in Biogasanlagen. Im Abgasstrom Ihres BHKW stecken bis zu 50 % der thermischen Energie, die ohne unsere Technologie ungenutzt in die Atmosphäre entweicht. Mit dieser Energie lassen sich in einer typischen NAWARO-Biogasanlage rund 50 % der flüssigen Fermentermasse effektiv trocknen.
Während die Flüssigkeit vollständig verdampft und über die Abluft abgeführt wird, bleiben sämtliche Nährstoffe im getrockneten Gärrest erhalten. Das Ergebnis: ein hochkonzentriertes, wertvolles Düngemittel, das sich ideal für den eigenen Einsatz oder die gewerbliche Vermarktung eignet.
Stadtwerke Mühlacker – Abgastrocknung mit Biomethan
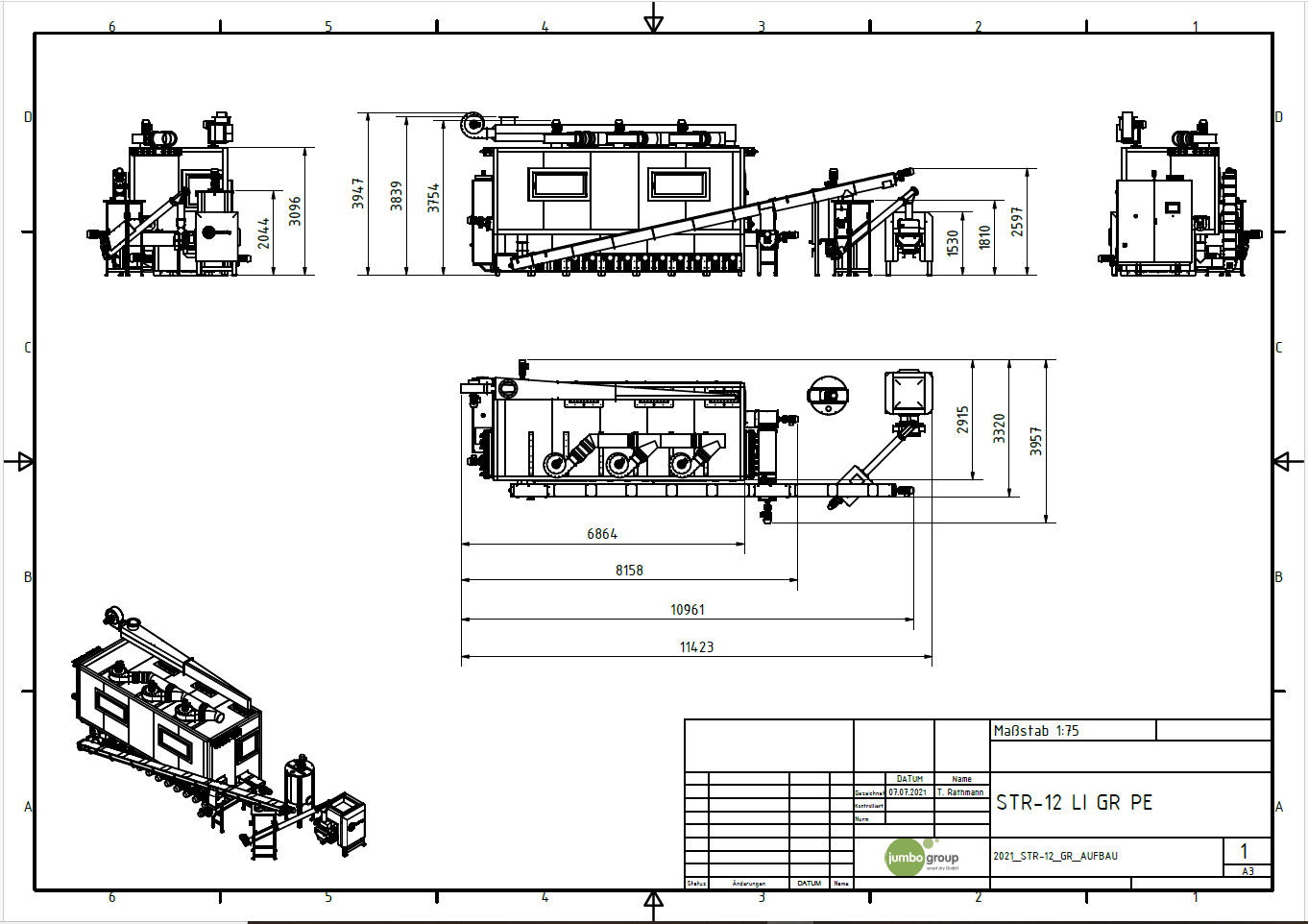
Bei den Stadtwerken Mühlacker (Baden-Württemberg) wurde 2019 eine unwirtschaftliche Vakuumverdampfung nach nur einem Betriebsjahr zurückgebaut und durch unsere STR12-Abgastrocknung ersetzt. Die Anlage wird seit dem zuverlässig mit Biomethan betrieben und erzielt eine hohe Betriebssicherheit sowie Kundenzufriedenheit.Dabei werden flüssige Gärreste effizient getrocknet und zu hochwertigen Düngemittelpellets verarbeitet.Die regionale Vermarktung erfolgt über die Stadtwerke Mühlacker unter der Produktbezeichnung „Gartenglück“.
"Turbotrocknung durch direkte Abgasbeaufschlagung – maximale Effizienz"
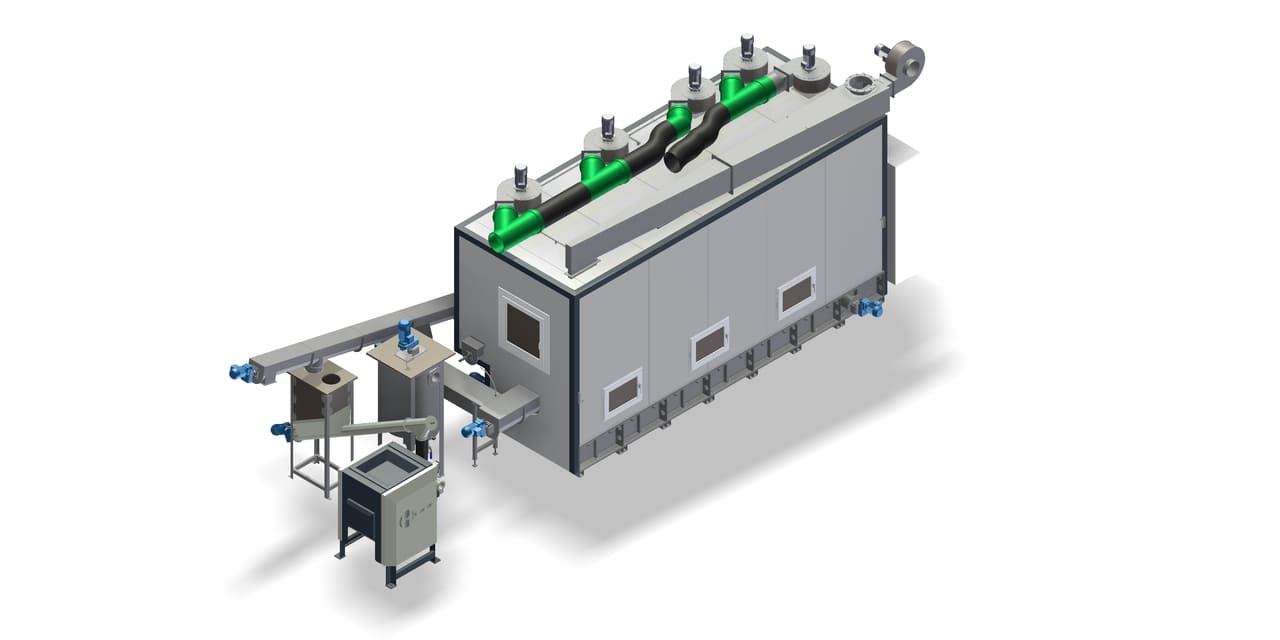
Für eine effiziente Abgastrocknung wird das Abgas Ihres BHKW nach dem Schalldämpfer über ein T-Stück in die Trockneranlage geleitet. Im T-Stück sorgt eine doppelt wirkende Failsafe Abgasklappe für absolute Sicherheit und zuverlässige Steuerung.
Die heißen Abgase (bis zu 550 °C) werden in einer isolierten Edelstahlverrohrung direkt zum Trockner geführt. Vor dem Trockner mischt eine Mischlufteinheit mit Frischluftgebläse die Abgase auf ca. 300 °C ab, um optimale Trocknungsbedingungen zu gewährleisten.
Im Trockner werden die Abgase symmetrisch auf die einzelnen Trocknungskammern verteilt. Mehrere Temperatursensoren überwachen kontinuierlich den Prozess, während die notwendige Mischluftmenge dynamisch berechnet und dem Abgasstrom zugemischt wird.
Beim Start des Trocknungsbetriebs öffnet die Failsafe-Klappe und leitet das Abgas in den Trockner. Nach Beendigung des Trocknungsvorgangs wird die Klappe geschlossen, und die Abgase strömen wieder über das normale Auspuffsystem in die Atmosphäre.
Der Materialeintrag ist ein zentraler Schritt für eine effiziente Gärrestetrocknung. Über die bestehende Verrohrung wird der Vorlagebehälter des Trockners direkt aus dem Fermenter mit flüssigem Gärsubstrat befüllt. Eine präzise Sensorik überwacht kontinuierlich Füllstand und Durchflussmengen, um einen gleichbleibenden und störungsfreien Betrieb sicherzustellen.
An der Stirnseite des Trockners befindet sich ein robuster Trog mit einer leistungsstarken Paddelmischschnecke. Über die Trockenrückführung wird bereits getrockneter Gärrest automatisch in diese Mischschnecke gefördert. Dort werden flüssiges Substrat und trockener Gärrest homogen auf einen optimalen TS-Gehalt von ca. 40 % vermischt.
Dieses präzise, programmgesteuerte Mischungsverhältnis garantiert eine ideale Materialwolke sowie eine maximale Materialoberfläche in der ersten Trocknungskammer. Dadurch wird sichergestellt, dass die nachfolgenden Trocknungskammern mit perfekt konditioniertem Material beschickt werden – ohne Verklebungen, Brückenbildung oder Prozessunterbrechungen.
Durch die hohe Temperatur hygienisiert sich das Gärsubstrat vollkommen. Mikrobiologische Untersuchungen bestätigen sogar eine weitgehende Sterilisation.
Krankheitserreger, welche im Gärsubstrat über Viren, Bakterien, Endotoxine, Pilze, Einzeller und Würmer vorhanden sind, werden über die Trocknung vollständig vernichtet.
Bei der anschließenden Verwendung als Dünger besteht keine Gefahr, dass Erreger in den menschlichen Kreislauf zurück gelangen können.
Unser Trocknungsprozess läuft vollständig automatisch und passt sich dank intelligenter Steuerung jederzeit wechselnden BHKW-Leistungen an. Ob weniger Gas verfügbar ist oder Ihr BHKW über Regelenergie in unterschiedlichen Leistungsbereichen betrieben wird, ist vollautomatisch gesteuert.
Die ARC (Active Remote Control) überwacht den Prozess in Echtzeit und speichert alle 5 Sekunden alle relevanten Antriebs-, Temperatur- und Steuerungsdaten. So wird ein mannloser 24/7-Betrieb ermöglicht.
Zudem werden zugeführte Energiemenge und Durchsatz kontinuierlich gemessen und EEG-konform aufgezeichnet – ideal für die KWK-Bonusermittlung und maximale Energieeffizienz.
Die Trocknung von Gärresten birgt potenzielle Gefahren: Staub kann explosiv sein und stellt ein gesundheitliches Risiko für Mitarbeiter dar, insbesondere an Übergabestellen, in Lagern und bei der Logistik.
Wir haben den gesamten Prozess so konzipiert, dass jegliche Staubemissionen eliminiert werden – von der Zuführung der Gärreste über die Trocknung bis hin zur Pelletierung und Logistik. Alle Förderwege sind über Trogschnecken staubdicht verschlossen, und der Trockner arbeitet im Unterdruck, sodass keine Emissionen in die Umgebung gelangen.
Nach der Trocknung wird der Gärrest in einen geschlossenen Behälter überführt. Eine Füllstandsensorik startet automatisch den direkt integrierten Pelletierungsprozess.
Der speziell entwickelte drehende Zwangsradpelletierer verdichtet den getrockneten Gärrest zu einem staubfreien, widerstandsfähigen Pellet. Die ineinandergreifenden Pressräder und der Presskonus sorgen für abriebfeste, streufähige Pellets – nahezu staubfrei und direkt lagerfähig.
Dank der Kombination aus Trocknung und Pelletierung entfällt aufwändige Silolagerung und Silologistik. Das Endprodukt ist hygienisiert, staubarm und vielseitig verwendbar: offen lagerfähig, streufähig, in kleine Verkaufseinheiten abpackbar und für die Vermarktung als wertvoller Dünger ideal geeignet.